Reactive Sputtering Process Stability Reinforced by Advanced Energy’s Power Delivery Technology
Posted June 22, 2026 by Saeed Mirzaei
Cutting-Edge Power Delivery
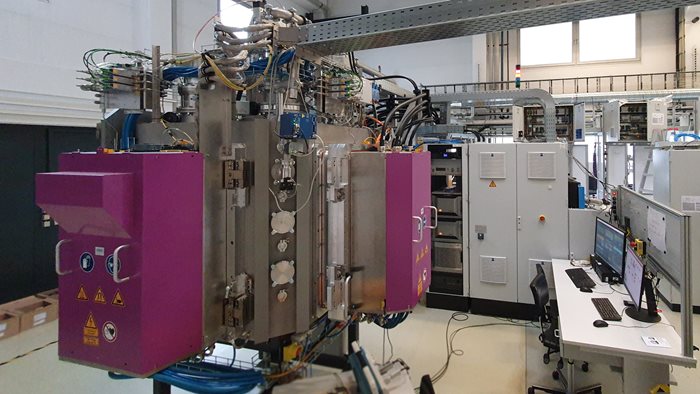
Achieving reproducible, high-quality oxide coatings for industrial environments requires more than optimized process parameters. It depends on stable, precisely regulated power delivery systems. At Advanced Energy’s (AE’s) Customer Solutions lab in Germany, AE experts combined an industrial drum coater with AE’s newest modular power architectures to investigate plasma behavior, thin-film growth mechanisms, and process-gas interactions. These insights help customers improve yield, coating uniformity, and material performance.
This blog examines how reactive gas conditions affect the plasma process and the properties of titanium dioxide (TiO2) films. Using two cylindrical TiOₓ targets powered in a bipolar pulsed-DC configuration (20 kHz, 24 kW), a series of TiO2 films were deposited in reactive mode. Then, oxygen and water partial pressures and their impact on deposition rate and optical properties were compared.
A combination of Advanced Energy’s Ascent® AMS and Ascent DMS power supplies (Fig. 1) enabled stable, controlled sputtering throughout the experiments. These next‑generation platforms offer adjustable pulse frequency, regulation modes, rapid arc handling, and advanced process stabilization. These are key requirements when sputtering metal oxides, where target poisoning, hysteresis, and fluctuating partial pressures can create instabilities.
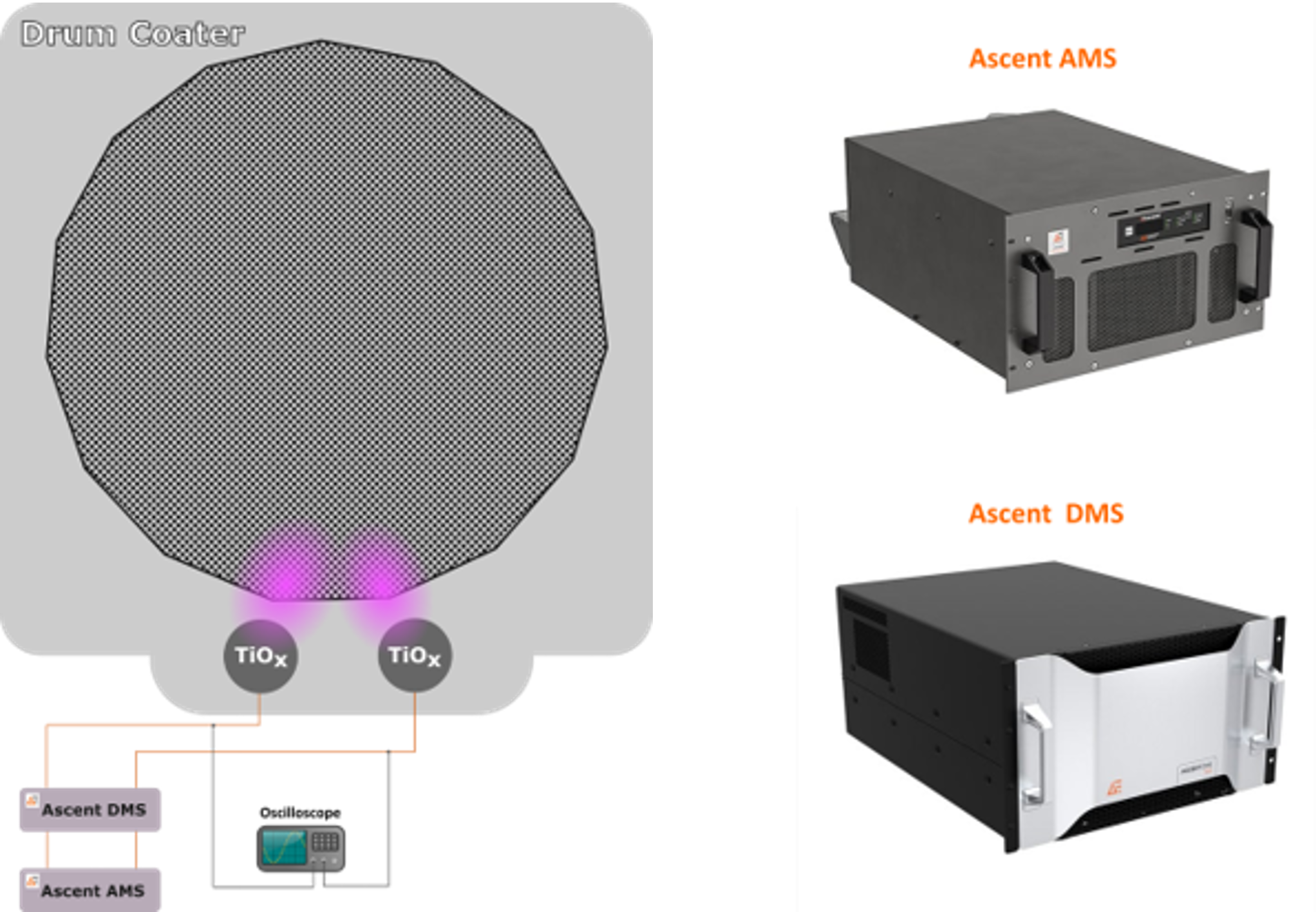
Fig. 1. Schematic diagram of industrial Drum Coater equipped with two cylindrical TiOx cathodes (left) powered with Ascent AMS and Ascent DMS power supplies (right). The purple color represents the argon plasma emission. An oscilloscope was used to capture instantaneous I-V readouts.
Challenges in Reactive Sputtering of TiO2 Coatings
The chamber condition of industrial batch coaters can shift significantly between runs. Even when oxygen flow is precisely metered, the actual reactive environment depends strongly on residual water and oxygen released from chamber walls.
To quantify this effect, a residual gas analyzer monitored partial pressures throughout the experiments. As illustrated in Fig. 2, at the onset of deposition (vertical line at 0), the partial pressure for both gases sharply dropped and afterwards, remained relatively stable for O2, while it rose continuously for water during deposition. This behavior is consistent with a temperature gradient between the warm sputtering zone and the comparatively cold drum surface. The drum acts as a condensation sink where released water molecules first adsorb before migrating back into the plasma region. These fluctuations directly affect plasma composition, ionization conditions, and the oxidation state of the growing film.
Pairwise comparisons of films at fixed O₂ but varying H₂O levels, and vice versa, found that oxygen partial pressure has a three to five times stronger effect on deposition rate than water. It is notable that water still plays a measurable role by contributing additional oxygen‑containing species and modifying plasma chemistry.
To correlate these effects, we introduce a dimensionless parameter, 𝑝∗ which is defined as:

Where 𝑝O2 and 𝑝H2O are the partial pressure of the oxygen and water vapor, respectively. This parameter merges partial pressures of both incorporated gases into a single parameter, defined as a weighted combination of the oxygen and water partial pressures.
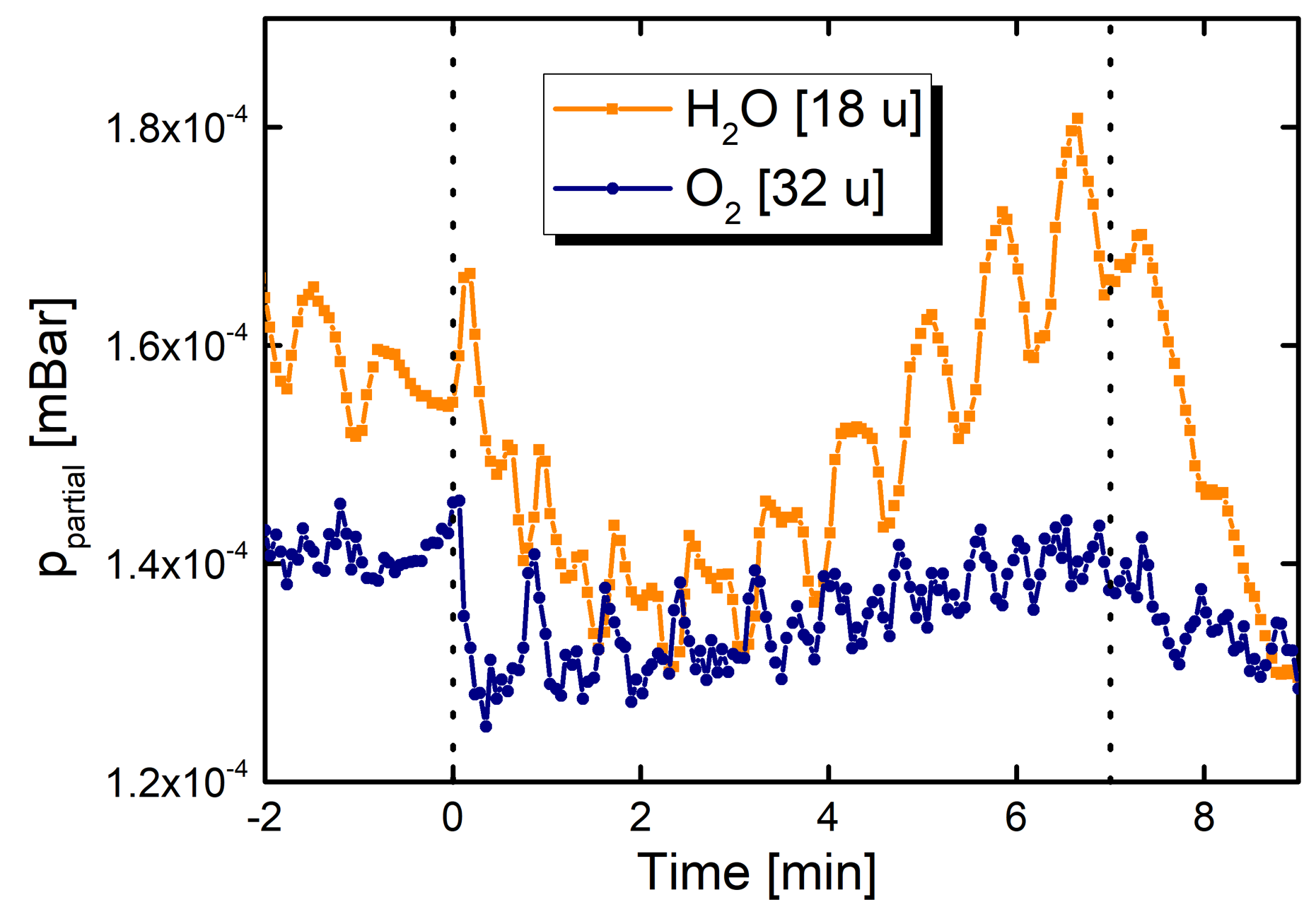
Fig. 2. Evolution of water vapor and oxygen partial pressures during deposition of TiO2 coatings. The vertical dashed lines represent the beginning and end of sample exposure time to the cathodes.
Controlling Deposition Rates of TiO2 Films
Fig. 3a shows the dynamic deposition rate (DDR) of TiO2 films deposited at 24 kW and a constant frequency of 20 kHz as a function of O2 flow. A slight increase in O2 flow resulted in a significant reduction in deposition rate, however, the data exhibited considerable scatter of up to 20% for nominally identical flow conditions. When the time-averaged O2 partial pressure during deposition was used instead of flow rate (Fig. 3b), the variability decreased approximately 10% for the same oxygen pressure. Incorporating the dimensionless parameter p* further consolidated the data, yielding a highly monotonic and predictable trend in DDR, (see Fig. 3c) with a linear fit indicating a decrease of 5±1 𝑛𝑚.𝑚𝑚𝑖𝑛⁄ per unit of 𝑝∗. This demonstrates that even moderate water desorption from chamber surface can noticeably shift the reactive sputtering operating point. This shift may lead to run‑to‑run variability in deposition rate, film density, and stoichiometry, directly impacting coating uniformity and production yield.
Fig. 3a shows the dynamic deposition rate (DDR) of TiO2 films deposited at 24 kW and a constant frequency of 20 kHz as a function of O2 flow. A slight increase in O2 flow resulted in a significant reduction in deposition rate, however, the data exhibited considerable scatter of up to 20% for nominally identical flow conditions. When the time-averaged O2 partial pressure during deposition was used instead of flow rate (Fig. 3b), the variability decreased approximately 10% for the same oxygen pressure. Incorporating the dimensionless parameter p* further consolidated the data, yielding a highly monotonic and predictable trend in DDR, (see Fig. 3c) with a linear fit indicating a decrease of 5±1 𝑛𝑚.𝑚𝑚𝑖𝑛⁄ per unit of 𝑝∗. This demonstrates that even moderate water desorption from chamber surface can noticeably shift the reactive sputtering operating point. This shift may lead to run‑to‑run variability in deposition rate, film density, and stoichiometry, directly impacting coating uniformity and production yield.
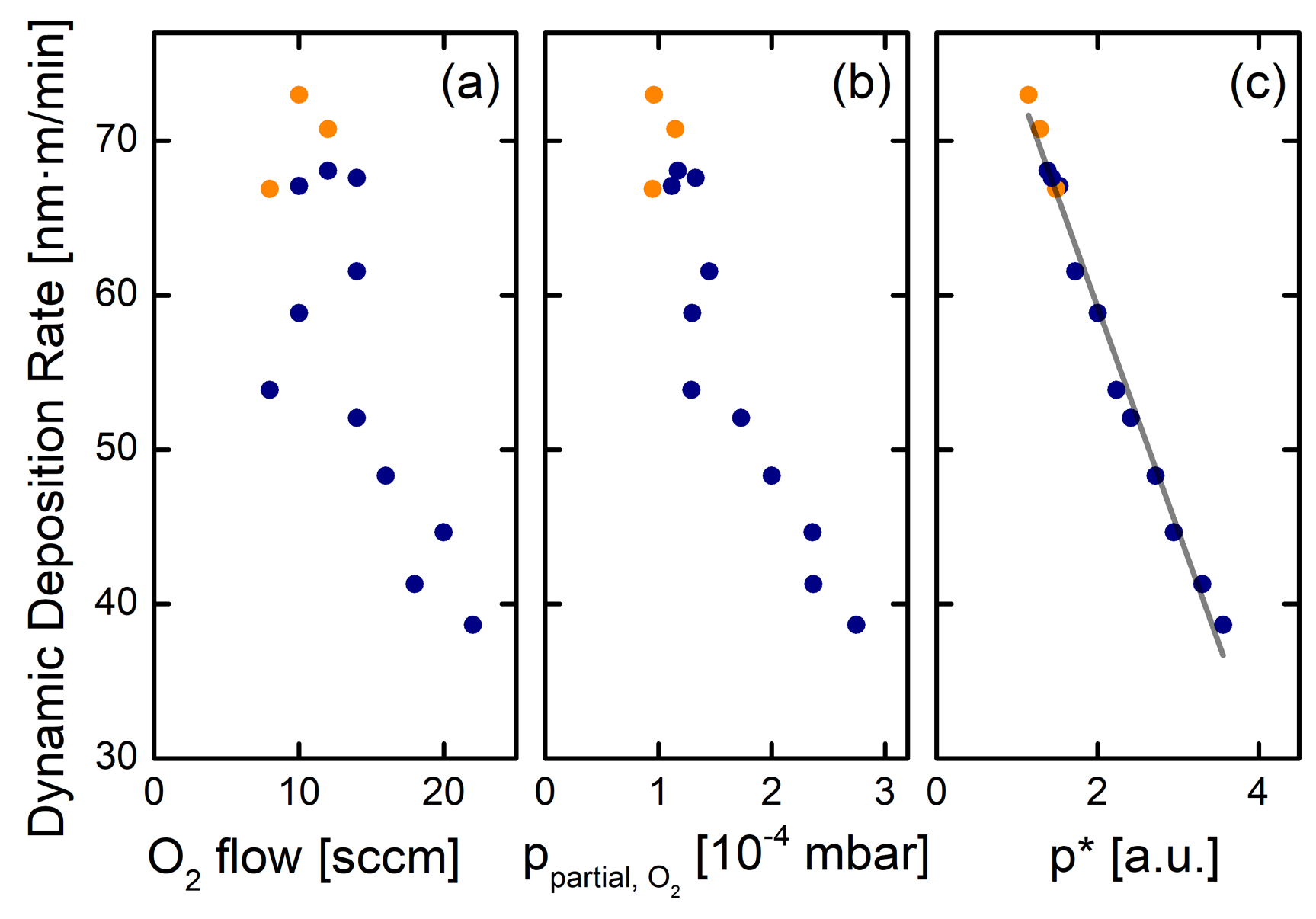
Fig. 3. Dynamic deposition rate of titanium dioxides films as a function of oxygen flow (a), oxygen partial pressure (b) and dimensionless pressure parameter (c). Absorbing films are shown in orange dots.
Spectroscopic ellipsometry was used to evaluate the optical properties of the deposited films. As shown in Fig. 4, the refractive index of the TiO2 films exhibited a clear and systematic dependence on p*, highlighting the strong influence of sputtering pressure conditions on film density and optical quality.
At lower p* values of approximately 1.3, the refractive index at a wavelength of 550 nm reached its maximum, exceeding 2.51, while films showed slight absorption in the visible range. This could be attributed to the presence of sub-stoichiometric TiOx or increased defect density associated with energetic low-pressure sputtering conditions. As 𝑝∗ increased, n decreased monotonically, which was in accordance with lower kinetic energy of arriving species at higher pressure, promoting a less dense microstructure with lower polarizability. All TiO2 films had thickness of approximately 290 nm, indicating that optimization of p* can enhance optical performance without the need for thickness compensation. The highest refractive index for transparent films in this study, n = 2.498, was obtained at 𝑝∗≈ 1.54.
At lower p* values of approximately 1.3, the refractive index at a wavelength of 550 nm reached its maximum, exceeding 2.51, while films showed slight absorption in the visible range. This could be attributed to the presence of sub-stoichiometric TiOx or increased defect density associated with energetic low-pressure sputtering conditions. As 𝑝∗ increased, n decreased monotonically, which was in accordance with lower kinetic energy of arriving species at higher pressure, promoting a less dense microstructure with lower polarizability. All TiO2 films had thickness of approximately 290 nm, indicating that optimization of p* can enhance optical performance without the need for thickness compensation. The highest refractive index for transparent films in this study, n = 2.498, was obtained at 𝑝∗≈ 1.54.
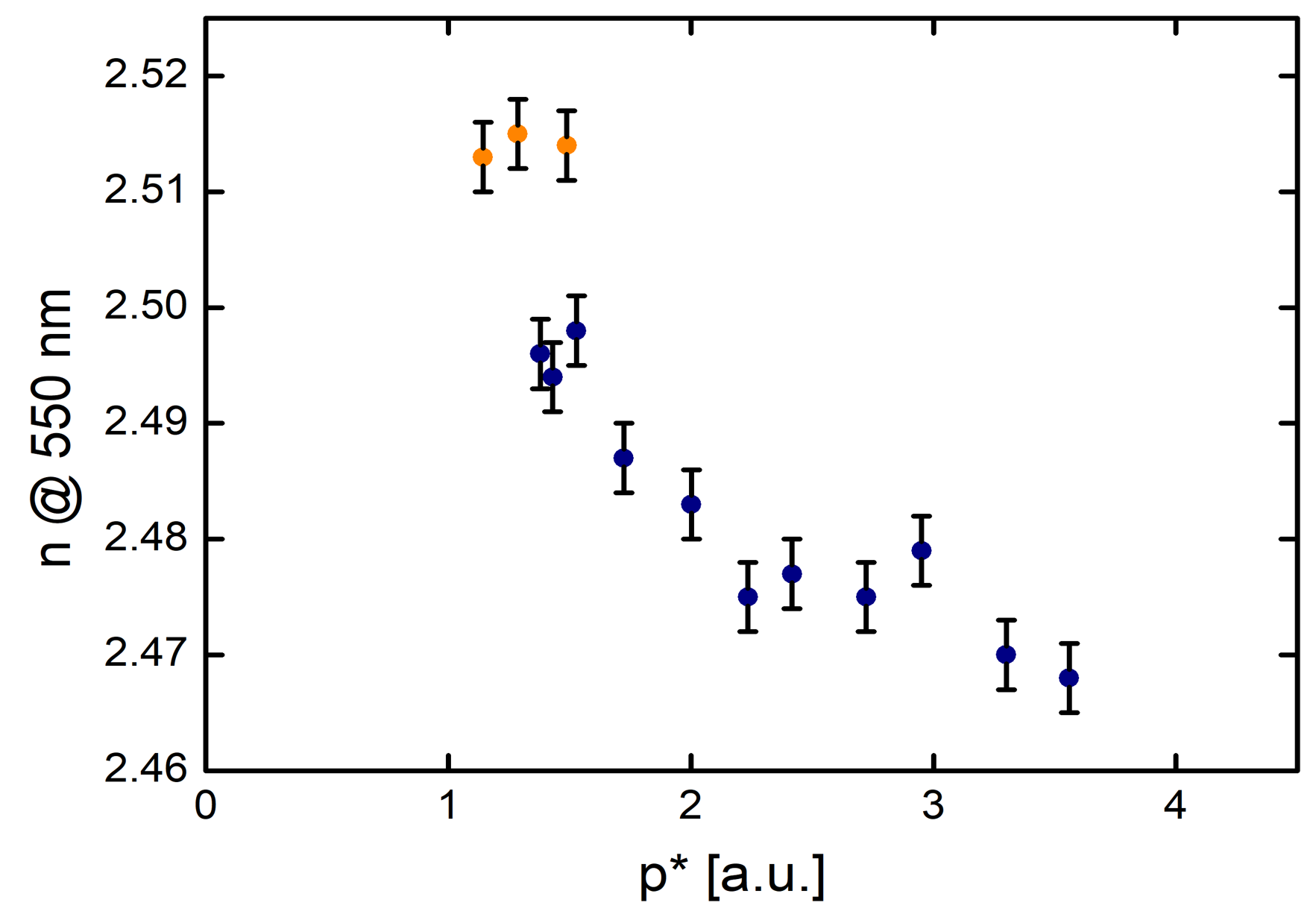
Fig. 4. Refractive index of TiO2 thin films deposited at 20 kHz as a function of dimensionless pressure parameter p*. Absorbing films are shown in orange dots.
Nevertheless, all TiO2 films deposited in this study using Advanced Energy’s Ascent AMS and Ascent DMS power supplies consistently exhibited high quality in terms of process stability, reproducible deposition rates, and well-controlled optical properties across the explored process window. The advanced pulsed-DC regulation, fast arc handling, and robust process stabilization features of these power supplies helped mitigate typical instabilities in reactive sputtering such as fluctuations in partial pressures, target poisoning behavior and plasma transition.
Conclusion
This blog demonstrates that:
- Residual water released during deposition is a critical variable in batch coaters and if not properly managed, can shift the effective reactive operating point.
- Oxygen partial pressure is a dominant parameter for DDR, but water cannot be ignored. Utilizing AE’s Ascent AMS and DMS power supplies help to suppress plasma sensitivity to these impurities, enabling stable deposition conditions.
- The p* parameter provides a robust way to correlate reactive gas effects into a single predictive metric.
- AE’s pulsed-DC power system assists the user to achieve reproducible results even under unavoidable fluctuating reactive conditions.
In further posts, we will discuss additional factors, especially pulsing strategies, supported by Advanced Energy’s latest power delivery solutions.
To learn more about Advanced Energy technologies used in this study, visit our website for: Ascent AMS and Ascent DMS

Saeed Mirzaei
Advanced Energy
Saeed Mirzaei is a Senior R&D Scientist at Advanced Energy, where he develops advanced power solutions for thin film and plasma processes. He holds a Ph.D. in Plasma Physics and has authored multiple publications in peer-reviewed journals. Prior to joining Advanced Energy, he worked in both fundamental and industrial R&D at Fraunhofer IWS and the Central European Institute of Technology (CEITEC).
More posts by Saeed Mirzaei